On 01.01.20 the new IMO SOx regulation came into force and the limit for sulfur in fuel oil used on board ships was reduced to 0.5% m/m. One option vessel owners have, is to install Exhaust Gas Cleaning Systems (EGCS) / Scrubbers.
Scrubber manufacturers recommend the protection of certain areas: the distance piece overboard of scrubber drain line, the connection of sea water pipes where polyethylene coating is destroyed and the vessel’s side shell in a range of four meters around discharging pipe.
Application environment:
Temperature: <50ºC 2.5<pH<8
Nitrates, Sulphates, Chlorides etc.; oil solids from unburnt fuel oil; high sea water velocity
The Chesterton Solution:
Coating must protect the metal against corrosion, erosion and aggressive chemical immersion and should not affect the vessel’s hydrodynamic properties.
Prior to the application of Chesterton ARC SD4i, the surface was washed with fresh water by hydro jet, the previous coating was removed and the surface was decontaminated and grit blasted to SA 2.5, followed by removal of abrasive residues. ARC SD4i was applied in two coats with min. DFT750μm.

Application on side shell 4m around discharge pipes

Overboard pipes distance piece internal protection

Side shell protection
Other Solutions:
Return on Investment:
In most cases, two 16ltr drums of SD4i are sufficient to cover the entire application on a vessel. Therefore, the cost of the Chersterton solution is almost negligible compared to the total cost of 3-4 million USD for the installation of a scrubber system and workmanship. Additionally, the expenses arising from repairs due to the use of low quality materials and the daily losses while the vessel remains off-hire must be taken into account.
Conventional coating failure causes damages that require temporary repairs by divers or permanent repairs at shipyards – both resulting in high costs additional to the losses of vessels’ current hiring rates of up to 150,000 USD per day.
Without the use of scrubbers, the vessel must use more expensive, low sulfur fuel oil in order to comply with the regulations.
The first vessels we have supplied ARC SD4i to, are now 2 years in operation without any signs of coating failure reported.
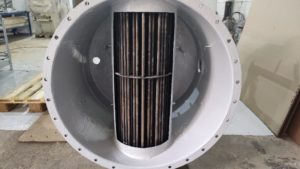
A tube type fresh water generator was removed from the vessel during drydock in the Piraeus area. The metal surface showed signs of wear and the lower part of the evaporator had been so heavily corroded that a new metal part had to be welded into place.
Application Environment:
Temperature: 50-70ºC pH~8
Sea water, bring, vapours
Coating Challenge:
The Chesterton Solution:
The fresh water generator was sandblasted to remove the previous coating and achieve an angular surface of 75-125μm. It was flushed to remove all residues using organic solvent.
Chesterton ARC HT-S and ARC 858 were applied on the complete internal surface of the fresh water generator and top cover.
The internal metal surface was very irregular. A first coat of ARC HT-S was applied by brush at 350μm as a primer. Areas with pitting were filled using ARB 858. A top coat of ARC HT-S was applied by brush at a total thickness of 750μm.
Return on Investment
Conventional coating solutions failed almost annually requiring disruption in fresh water production onboard. The expectation for the application with Chesterton ARC products is a service life of minimum 4 years until next vessel drydock.



The sea chest strainer is fitted in the main suction line of the sea water inlet system to the ship. The previous rubber lining protection was covered with blisters and failing. When this coating fails, the metal surface underneath is exposed to salinity, temperature and velocity of the sea water which will damage the metal. The customer requested a quick, cost-effective and long-lasting solution.
Application Environment:
Temperature 25ºC
Sea water, high water velocity, solid impurities.
The Chesterton Solution:
The rubber lining was removed completely. The sea chest was sandblasted to a cleanliness of 2Sa and all residues were removed.
All pitting above 0.5mm was filled using ARC 858. Two layers of ARC 855 were applied to a total thickness of 750μm.
Return on Investment:
Previous solution: New rubber lining including labour cost* / 4 days $15.000
Chesterton solution: ARC material including labour cost / 2 days $6.000
*Additional costs: Application of new rubber lining requires a completely intact surface (no pitting) for the lining to adhere to. The pitted areas would have to be weld filled and grinded to be brought to original thickness and curvature.
Before:



After:



Vessel’s top deck was suffering from metal corrosion due to exposure to the marine environment. Minimal surface preparation without sandblasting was required which meant that a surface tolerant material had to be offered as a solution.
Application Environment:
Marine environment – sea water
Ambient temperature
Criteria:
Material: Chesterton STP-EP HV
Return on Investment
Pictures showing condition 3 years after the application.
As of today (4.5 years later) still in perfect condition.
Before:



After:


The pumps suffered from loss of capacity and leakage. Cavitation was observed on impeller and pump casing.



Application Environment:
The Challenge:
Application:
Pump Casing
Impeller
Seal Cover




Return on Investment:
Previous Solution
CHESTERTON Solution
Savings 11,250 EUR/year
